
Catalytic technologies are essential to innovation in today’s pharmaceutical industry. For drug developers, however, developing sustainable catalytic processes means managing multiple factors, including technology and recovery. Umicore’s flexible and collaborative approach is designed to meet end-users’ needs at all stages of the design, development and manufacture workflow. Essentially, it provides a closed-loop catalyst system that maximises the value of precious metal catalysis in pharma synthesis.
Pressures and processes
It is impossible to imagine modern society without the innovations of chemical and related industries. Our health and quality of life are closely linked with pharmaceutical products. But we realise the processes that underpin them were developed in an era when sustainable waste management was less important, and this is a problem. The solution isn’t less chemistry, nor is it less innovation, but rather the adoption process development approaches which increase efficiency and eliminate waste.
As drug candidates and APIs grow more complex, enabling technologies bring cost-effective, scalable synthetic routes
Precious metal catalysts enhance the synthesis and large-scale manufacture of active pharmaceutical ingredients (APIs) and intermediates. They have therefore been extensively used to increase the sustainability of the pharma industry’s chemical processes.
These green catalytic alternatives and their recovery methods replace the traditional stoichiometric methodologies that led to large amounts of waste. Furthermore, with the advent of asymmetric hydrogenation and cross-coupling technology, homogeneous catalysis has become a core competency within chemical process development groups. As drug candidates and APIs continue to grow more complex, enabling technologies allow for the design of cost-effective and scalable synthetic routes – making creative API pathways more essential than ever.
Time pressure and focus on speed-to-market increases the need for process chemistry teams to pinpoint ideal synthetic routes faster.
Barriers to implementation
Instances of a synthetic sequence that delivers a new chemical entity without using at least one platinum group metal (PGM)-catalysed step are rare. And yet there are several challenges to overcome when it comes to the use of precious metal catalysis in pharma synthesis.
A PGM-catalysed step can cut the overall length of a synthetic sequence by several steps
Process chemistry groups must consider the technical hurdles to implementing new technologies case-by-case, driven by the demands of the project. A PGM-catalysed step often reduces the overall length of a synthetic sequence by several steps, justifying the time and resource spent understanding and implementing it.
But the removal of metal and elemental impurities can present difficulty. That challenge can be addressed by limiting the catalyst loading as much as possible, and reducing the concentration of elemental impurities in the crude product.
Screening multiple metal–ligand combinations to identify the most efficient catalyst – and other process parameters – can accomplish this. But cost is also a factor.
PGM cost and availability issues can be managed with a closed-loop catalyst life cycle approach
Despite PGM catalyst volumes – within even the largest API volumes – constituting a fraction of global PGM demand, their fluctuating prices impact pharma supply chains. Automotive catalysts, industrial heterogeneous catalysts in oil-refining and petrochemical applications, electronics and jewellery are sectors that drive the demand.
PGM cost and availability issues can be addressed with a closed-loop approach to the catalyst life cycle. With an efficient recovery solution in place, the majority of the initial metal price is paid only once, with recovered metal crediting toward future purchases of a given finished catalyst. Early consideration of precious metal recovery can underpin more cost-effective processes and unlock innovative routes.
With pharma industry profit margins under such pressure, many stakeholders seek to reduce costs. Often, the subject of maximising returns is left undiscussed and yet catalyst recovery can optimise processes and cut costs. Businesses can partner with catalyst specialists to develop high-yielding recovery methods. If and when a business ventures into catalyst recovery, choosing the right refining partner is essential. Beyond that, the three key considerations are sampling, assaying and support.
Selective sampling
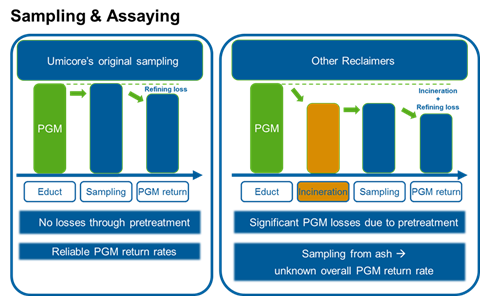
To start, a refiner’s sampling process provides a representative sample of the overall spent catalyst. Exactly how much of the PGM content in the catalyst is recoverable and obtainable can then be identified. The traditional approach to sampling begins with an incineration step to homogenise the material. However, this can lead to erroneous results as some metal content can be lost during the incineration process and will not be the same as in the original material. For some metals, the amount of metal loss due to incineration can easily reach double-digit levels.
Umicore’s innovative and original sampling techniques do not include incineration and provide accurate insight into a broad range of solid and liquid spent industrial catalysts. With maximum transparency, Umicore begins with the metal content that is actually present in each original sample (which can also be witnessed by representatives). The approach means clients start with a deeper understanding of their process streams, and finish with greater insight into the potential overall recovery rate.

When sampling is completed, samples are assayed using a wide variety of analytical instruments and techniques. Sensitive and repeatable assaying procedures allow refiners to accurately measure the precious metals content of materials being reclaimed.
PGM losses characterised by the use of traditional incineration process before sampling are excluded
Umicore’s proprietary original sampling and treatment procedures provide unbiased, reliable and fully representative results. Accuracy around PGM credit back to the owner is assured, whether it’s solid or wet spent heterogeneous catalysts – or homogeneous catalyst solutions – under scrutiny. PGM losses characterised by conventional sampling techniques that use an incineration process before sampling are excluded, thus assuring the highest possible returns. Full information disclosure – including the metal content present in each original sample – enhances the transparency of Umicore’s approach.

Strong support
Successfully implementing a recovery solution pivots on collaboration well in advance of commercial launch. Umicore’s chemists and engineers are available to consult and collaborate with pharma process chemists and engineers to optimise the post-reaction steps taken with metal-containing streams. Often, additional manipulations – like mixture concentration – can be unnecessary and unduly complex.
Our recycling experts design the process with precious metal recovery in mind
Involving Umicore experts early can simplify a developer’s back-end operations, freeing up time to focus the wider challenges of bringing a drug to market. Umicore works hand-in-hand with clients to provide a closed-loop solution. Identification of the optimal catalyst for a given transformation is step one, with sourcing that catalyst at an appropriate scale step two. As the catalyst is implemented in development, our recycling experts design the process with precious metal recovery in mind, leading to a commercial process with the maximal return rate.
Upon commercialisation, our state-of-the-art refining operation provides reliable, long-term cost savings with predictable returns. This is enabled by our transparent approach to sampling and assaying. Taken together, these critical steps represent a holistic and sustainable approach to building a closed-loop catalyst life cycle that maximises the value of precious metal catalysis in pharma synthesis.

Co-author Dirk Rickert is Umicore’s global sales manager catalysts and refining

Co-author Philip Wheeler is Umicore’s business development manager